


一、静压膨胀式刀具夹头
符合机床、刀具高速化发展趋势的静压膨胀式刀具夹头:
近年来,数控机床朝着“高速、高效、高精度”的方向发展,同时主轴具有很高的回转精度。这对刀具夹持系统也提出了很高的要求,具体表现在夹持回转精度、动平衡性能以及动力学性能等各个方面。从而使新型精密刀具夹持技术---静压膨胀式刀具夹头应运而生。
 图1 静压膨胀式刀具夹头
图1 静压膨胀式刀具夹头
静压膨胀式刀具夹头的结构如图1 所示。在夹头主体与装夹孔的膨胀壁之间有一个环形封闭油腔, 油腔内充满了专用液压油, 可以将油压均匀地传递到密闭油腔的每个部分, 同时还增加结构阻尼, 改善夹头的动力学特性, 对减小振动、提高加工质量具有显著的效果。
二、内/外胀夹具
实现薄壁件加工快速装夹的内/外胀夹具:
为了解决高精度工件用普通芯轴加工易产生较大跳动而达不到工艺要求的问题,液压膨胀工装的使用渐渐为大家所知。其已经在薄壁加工,滚齿、插齿加工,高精度栓具制作等领域广泛应用。
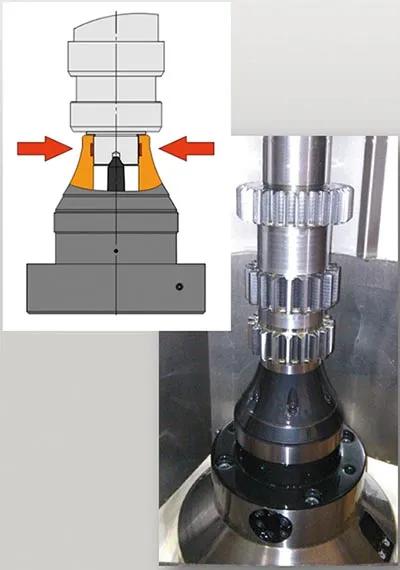 图2 内胀夹具
图2 内胀夹具
液胀夹具能同时实现工件定位和传递转矩,无需其他结构装置,且可以通过选择变径套实现变径夹持,以响应柔性化生产要求,减少换装时间,极大地提高了生产效率,降低成本,解决了高精度工件的加工精度问题。内胀式以夹具薄壁套外表面对工件进行定位与夹紧,外胀式则是以夹具薄壁套内表面对工件进行定位与夹紧,我们重点介绍它们的应用。
三、液性塑料夹具
液性塑料夹具在加工薄壁、高精度零件方面具有独特的优势,能够减轻劳动强度,提高劳动生产率。以下先对液性塑料夹具优点、液性塑料配方、压注过程以及液性塑料夹具设计注意事项等做了详细叙述,为想要设计液性塑料夹具的人员提供了基本参考资料,之后介绍了两个设计应用的案例,为同类零件的加工提供了新的思路。
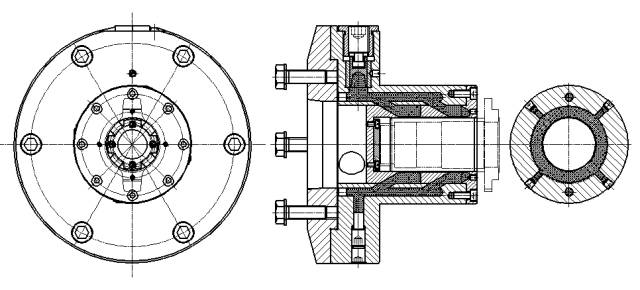 图3 一种离合器分离套筒液性塑料夹具结构
图3 一种离合器分离套筒液性塑料夹具结构
液性塑料夹具是利用液性塑料的不可压缩性,将压力均匀地传给薄壁套筒,并通过套筒的变形来定位和夹紧工件。可应用于磨、车、铣、钻、镗、齿轮加工(滚齿、插齿、刨齿)、蜗轮加工等。机械加工工序中还可应用于检验和工具制造。使液性塑料产生压力的来源有:手动、气压及液压。在某些场合下。液性塑料产生的压力主要起定位作用,而压紧工件是采用气压或液压。
四、外抱式静压膨胀夹具
减少薄壁零件加工变形的外抱式静压膨胀夹具:
金属零件,尤其是薄壁零件在加工过程中由于材质本身的状态及加工过程中热应力等因素的影响,变形是不可避免的,主要原因是薄壁零件刚性差、强度弱,在加工中极易产生变形,使零件的形位误差增大,不易保证零件的加工质量。
在加工过程中,选择合适的夹具夹持薄壁零件并且根据零件的加工工艺要求改进夹具结构能够有效改善这一问题。以下将介绍一款薄壁零件夹具以及一位热心用户在设计薄壁零件夹具过程中对夹具改进的分享。
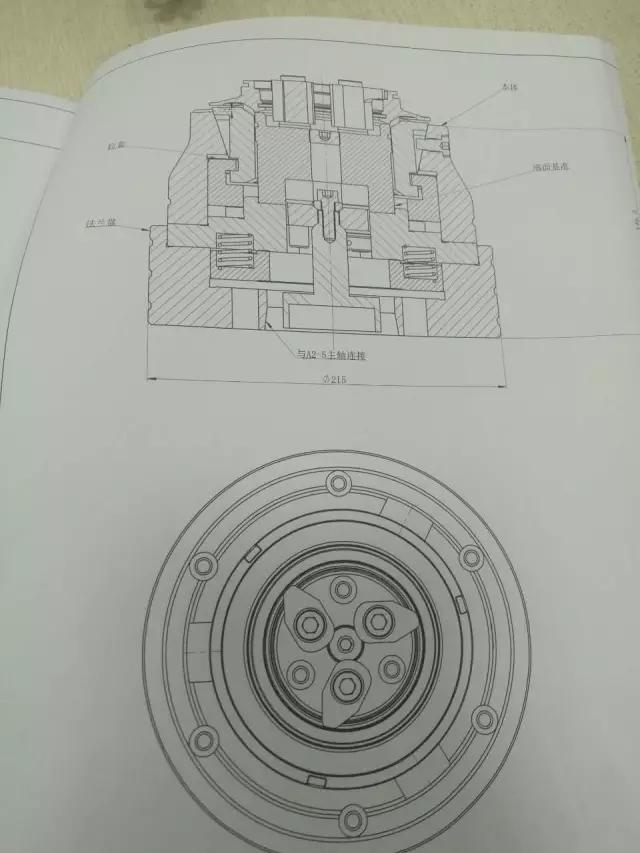 图4 液胀夹具改进
图4 液胀夹具改进
五、可以“自卸”的涨套解决回转体加工
变速箱的零部件里有许多是回转体,此类零部件大部分采用涨套式夹具以内孔为基准定位夹紧加工,由于涨套锥度小,使用长时间其表面粗糙度变差等因素,往往在加工结束后,虽然松开了紧锁螺母或者松开设备主轴的拉杆,但涨套不能在内应力下收缩复位,必须使用外物敲击才能卸载工件。怎样才能让操作者省去这烦躁无味的动作并减少磕碰成为主要探究的问题。
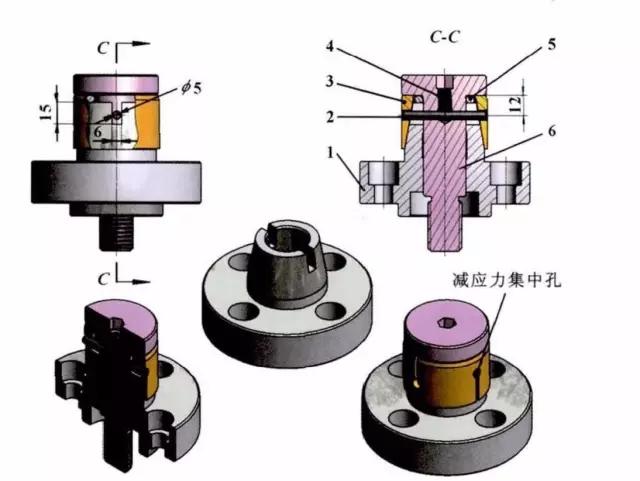 图5 自卸式涨套
图5 自卸式涨套
通过对设备及原夹具的仔细分析,所有主轴带拉杆的设备都可以实现自动松紧功能,如数控车床、数控滚/ 插/ 剔齿机床等。为了防止人为敲击工件造成工件外观质量受损,不能从外部给予卸载力,只能从内部想办法解决,利用设备自动松开拉杆的动作对老式涨套夹具改进设计如图5。
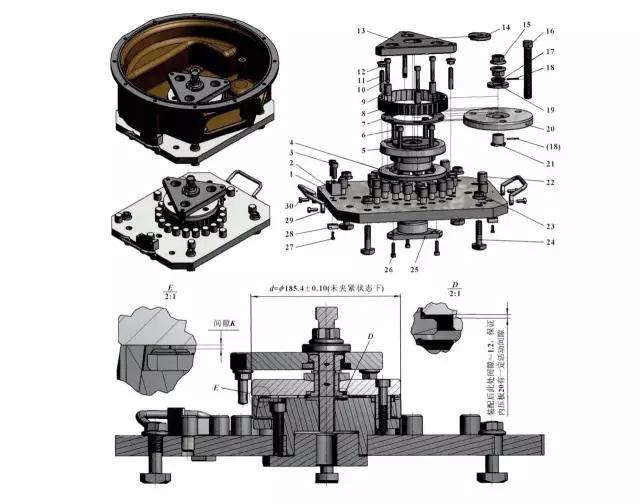 图6 离合器壳体车夹具
图6 离合器壳体车夹具
结 语
涨紧夹持的技术不断进步与发展,解决了很多复杂结构零件的加工问题,同时能实现不错的加工精度。







